Análise de Perigos e Pontos Críticos de Controle - appcc
Implantação do Estudo de APPCC em um Processo de Injeção Plástica de Embalagens para produtos alimentícios
Caroline de Miranda Borges
Engenheira Mecânica - UNIFEI
Especialista em Engenharia da Qualidade -
Anhanguera
Especialista em Produção 6 Sigma – Black Belt
– FDG
Co-autoria
Leandro Budóia – Técnico Gestão Processos
Plásticos – Senai
Izabel
Cristina de Almeida Cara – Engenheiranda - FIEL
Silvio
Cressoni – Engenharia Mecânica – Faculdade Anhanguera
Marcelo
Dias – Tecnólogo Produção Industrial –
Uniararas
Jefferson
Donskoi – Administração de Empresas – UnivSEB
Este
estudo tem como objetivo identificar e eliminar os pontos de contaminação
existentes em um processo de fabricação de embalagens plásticas para alimentos.
Essa metodologia foi desenvolvida a fim de atender um mercado cada vez mais
exigente e focado na qualidade de vida do consumidor final. Com o auxílio da
metodologia denominada APPCC os pontos críticos de processo são identificados e
controlados através dos limites máximos e mínimos aceitáveis, segundo as regras
da legislação sanitária vigente. Para muitas empresas fornecedoras de
embalagens para produtos alimentícios, o estudo dos pontos críticos de controle
torna-se pré-requisito de fornecimento e, um grande diferencial de mercado que
resulta em maior competitividade e melhor valorização do produto. O APPCC chama
atenção para a diminuição de reclamações de clientes, diminuição de refugos e
perdas na produção e traz como resultado uma maior produtividade e crescimento
empresarial.
JUSTIFICATIVA
Segundo o Jornal O Estado de São Paulo – 07/10/2010 -
A Associação Brasileira de Fabricantes de Latas de Alta Reciclabilidade
(Abralatas) alerta para o aumento das exigências ambientais que vão recair
sobre o setor de embalagens e demais setores produtivos nos próximos anos. Os
pontos de exigência partirão dos consumidores que darão preferência a produtos
mais sustentáveis e, por novas regulamentações de órgãos públicos. Diante do
aquecimento do mercado de alimentos e bebidas, com previsão de investimentos de
R$ 738 milhões até março de 2011, a produção anual sai de 16 bilhões de
unidades em 2010 para 24 bilhões em 2011 só em latas de alumínio. Parte desse recurso deve ser direcionada para
o desenvolvimento de inovações tecnológicas com o objetivo de diminuir o
consumo de matéria-prima e energia elétrica na fabricação de embalagens e na
viabilização do uso de materiais reciclados.
Segundo
Bonatelli da agencia do estado, com essa crescente demanda alimentar e a
globalização faz-se necessário para muitas indústrias do setor alimentício, a
adequação às normas técnicas-sanitárias vigentes em cada país o qual se irá
comercializar o produto e que objetivam padronização e melhoria da qualidade de
vida do consumidor.
Devido
ao consumo impróprio de alimentos contaminados e ao uso indevido de embalagens
a indústria alimentícia foi levada a desenvolver uma metodologia própria para
identificar quais seriam os possíveis pontos de contaminação do produto. Dentro
dessa idéia criou-se uma análise hoje conhecida como Hazard Analysis and
Critical Control Points - HACCP que no Brasil é conhecida como Análise dos
Perigos e Pontos Críticos de Controle - APPCC, a qual se tornou ferramenta
indispensável para produtores e fabricantes de alimentos e embalagens de
contato direto. (Raszl, 2001)
Esta
metodologia teve início associativo aos princípios de Deming, cujas teorias de
gerenciamento da qualidade são consideradas a principal causa de mudança na
qualidade dos produtos japoneses, nos anos 50. (Bonissoni, 2005)
Na
década de 60, a NASA (National Aeronautics and Space Administration - EUA)
desenvolveu um sistema de produção de alimentos inócuos para o programa
espacial, levando em conta as doenças de origem alimentar que poderiam afetar
os astronautas e comprometer a missão. Assim a Pillsbury Company, encarregada
de fornecer alimentos para os vôos espaciais tripulados introduziu e adotou o
sistema APPCC para garantir a inocuidade do produto final, enquanto reduzia o
número de testes e inspeções finais (Raszl, 2001).
O
investimento em Qualidade é causa de desconfiança para muitos administradores. O
conceito de melhoria contínua leva os índices de retrabalho e rejeitos a níveis
tais, que a empresa se mantenha estável economicamente, níveis esses
estipulados pela alta gerência como aceitáveis, cuja teoria para muitos autores
gera discussão, pois a meta de aprimorar continuamente a qualidade equivale a
rejeitar a idéia de se ter um nível de aceitabilidade. (Schonberger, 1982)
Para
uma população cada vez mais informada não interessa mais só um produto bonito,
saboroso e dentro do prazo de validade. O conceito de produto saudável vem nos
últimos anos determinado a prevalecer dentro dos maiores mercados consumidores
e as leis sanitárias também tiveram que se adequar e trazer limites aceitáveis
de contaminação para todos os alimentos e sua cadeia produtiva. (Inhesta, 2011)
A ciência evolui
continuamente e o conhecimento da área de nutrição é um capítulo integrante de elevada
importância na sobrevivência do nosso futuro. Para isso, deve-se levar em conta
que cada indivíduo tem uma bioquímica diferente e, com reações adversas por
isso a importância dos filtros impostos pelas leis sanitárias. (Bernardes,
2003)
METODOLOGIA
O
APPCC é uma metodologia baseada em análises preventivas que, através de um
melhor entendimento do ciclo produtivo, torna-se possível identificar e avaliar
os pontos de perigo que causam contaminação, perdas e rupturas no processo.
Esta metodologia é baseada nos seguintes passos:
1º Passo: Formação de um grupo de trabalho
multifuncional que detenha o conhecimento técnico e motivação para a construção
de um diagrama de fluxo produtivo real.
2º Passo: Identificar e analisar os possíveis perigos
e suas variáveis de controle, identificar as ações preventivas ou corretivas
necessárias. Estabelecer os limites do processo e criar metodologia de controle
e monitoramento. Segundo Werkema, é necessário definir o processo como uma
combinação de elementos, tais como: equipamentos, insumos, métodos ou
procedimentos, condições ambientais, pessoas e informações ou medidas, que tem
como objetivo a fabricação de um bem ou o fornecimento de um serviço.
3º Passo: Implantar os pré-requisitos
necessários para o estudo do APPCC com o objetivo de diminuir o número de
solicitações de ações corretivas recebidas de clientes, os números de peças
devolvidas versus número de peças produzidas e a medir a capacidade de
atendimento as normas do processo de
injeção.
4º Passo: Criar metodologia de análise e identificação das
variáveis atuantes no processo que podem ser controladas identificados como PCC´s
– Pontos Críticos de Controle e as que devem ser isoladas e deixam de fazer
parte do sistema. Estipular prazos, responsabilidades e verificar a eficácia do
monitoramento e das ações implantadas.
DESENVOLVIMENTO
Baseados nesses princípios foram criados controles, check
list e planilhas que representam as fases do processo que necessitam de
controle e que serão utilizados nesse estudo. São estes os pré-requisitos para
implantação do estudo de APPCC:
1 – Fluxograma do Processo: é utilizado para melhor visualização do processo desde a entrada dos
insumos até a chegada do produto acabado ao cliente - conforme figura 1.

Figura1. Fluxograma do
Processo
2 – Mapa de Atividades:
Para melhor
entendimento das atividades de cada setor foi criado um mapeamento por
atividade que visa identificar e controlar as entradas e saídas de insumos e
produtos - conforme figura 2.

3
– Limites de Controle: Os limites de controle estabelecidos, foram
baseados nas normas regulamentadoras e exigências do mercado conforme leis
sanitárias vigentes. Para atender a legislação foi necessário implantar os
seguintes procedimentos: Manual de Boas Práticas de Fabricação – BPF, Manual da
Qualidade e Segurança – MQS, Inspeção de
Recebimento – IR, Padrões de aceitabilidade do cliente, Estoque de retenção da
produção, Treinamento, Manutenção preventiva, Auditoria em fornecedores, Metodologia
de avaliação do Perigos e Pontos Críticos.
4 - Manual de Boas Práticas de
Fabricação
– BPF: é utilizado na integração dos
novos funcionários, de terceiros e temporários. A reciclagem das informações
deve ser feita para todos os funcionários em um prazo estabelecido por
auditorias internas, quando detectarem a necessidade de garantir o
comprometimento seguro e destacar a importância das atividades de controle. Segundo
o órgão regulamentador brasileiro – Agência Nacional de Vigilância Sanitária
ANVISA através da portaria SVS/MS nº 326 de 30/07/1997 e a resolução RDC –
ANVISA nº 276 de 21/10/2002 informa quais são os pré-requisitos necessários
para a fabricação de alimentos para consumo humano e, é onde são enquadrados os fabricantes de
embalagens para alimentos. (BPF, 2011).
5 - Manual de Qualidade e
Segurança:
O
Manual de Qualidade e Segurança reúne toda a documentação que rege as
atividades da empresa com o foco no atendimento aos requisitos do cliente e da
qualidade do produto.
6 - Auditorias em fornecedores: são importantes ferramentas
para verificação de conformidade no atendimento às normas fiscais, de qualidade
e especificações técnicas do produto. As ações de recebimento ou devoluções
devem ser evidenciadas e registradas, a fim de garantir que não haja perdas de
eficiência do sistema de rastreabilidade que visa identificar lotes e datas em
todo o processo produtivo.
7 - Padrões
de Produção: São peças aprovadas pelo cliente que
garantem conformidade do processo de forma funcional e visual, incluindo cores
em tons máximo, nominal, mínimo e técnica.
8
- Estoque de Retenção: São amostras segregadas
da linha de produção, identificadas a cada lote e que tem como objetivo
evidenciar conformidade para uma possível consulta quando necessário. As
amostras de retenção são armazenadas pelo período de garantia do produto, uma
vez expirado o prazo de validade, as mesmas serão disponibilizadas para
reciclagem e não devem ser utilizadas para contato com alimentos.
9 – Treinamento: Para evitar deficiências no processo, o
treinamento deve refletir responsabilidade. Segundo Schonberger em seu livro
“Técnicas Industriais Japonesas”, o trabalhador deve buscar a solução dos
problemas de forma a se sentir parte integrante do produto, ele deve ter grande
interesse pelo resultado, de modo que é fértil o solo do fortalecimento da
responsabilidade e do interesse. O treinamento nos fundamentos e gestão
disciplinada deve ser para todos, de forma a distribuir responsabilidades e
esforço mútuo para o sucesso da empresa e da organização, inclusive para os
diretores e gerentes. Todos devem ter em mente os valores do ciclo: Avaliar e definir objetivos, Planejar para realizar inteiramente os
objetivos definidos, Fazer para implementar
os planos, Verificar para evidenciar se os objetivos
estão sendo atingidos e por fim Aperfeiçoar
executando as ações corretivas necessárias para melhoria contínua esses são os
princípios do FEMECA. Todo treinamento,
segundo Oliveira em seu livro “Gestão da Qualidade”, visa ressaltar a grande
contribuição do trabalhador para a empresa-organização, com o foco em seu bem
estar próprio objetivando saúde, economia e sociabilidade. Para a empresa o
foco deve ser voltado à ecologia, ergonomia, psicologia, economia,
administração e engenharia.
10
- Manutenção Preventiva: Para
que os equipamentos utilizados no processo de injeção e seus periféricos possam
apresentar melhor produtividade foi criado um cronograma de manutenção preventiva
baseado nos registros de manutenções corretivas, manutenções rotineiras e no
manual de funcionamento da máquina. Esse cronograma recebe as informações
oriundas do Diagrama de Ocupação de Máquina desenvolvido e identificado como
Gráfico de Farol, nome este devido as suas cores que identificam o grau de
ocupação de máquina. Esse cronograma é revisado de acordo com a necessidade de
adequação e previsões de custos de investimentos realizado anualmente pela
gerência. Nesse gráfico visualiza-se facilmente qual a carga máquina do
equipamento e quanto foi gasto de tempo em parada máquina, sinalizando a necessidade
de manutenção ou não. Conforme figura 3 as cores significam:
-
Azul
= manutenção corretiva - Amarela =
carga máquina abaixo da média
-
Vermelho
= sem carga máquina - Verde = carga máquina acima da média
- Roxo = carga máquina acima da capacidade (trabalhando em hora extra)

Com base no
gráfico de manutenção corretiva da figura 3, retira-se o índice de ocupação de
máquina (coluna da direita - % ocupação) e constrói-se o Cronograma de
Manutenção Preventiva – figura 4, focado nos equipamentos que sofreram
manutenção corretiva (coluna identificada como falta manutenção) e nos que
estão com carga máquina acima da média (cor
preta e números em branco). A carga máquina acima da média significa que
o equipamento está sendo mais solicitado que sua capacidade, logo a manutenção
preventiva é necessária para manter os índices de produtividade.
11
- Cronograma de Manutenção Preventiva: conforme figura 4,
estão previstos os tempos de parada de máquina e os custos envolvidos para cada
equipamento, que serão levantados através da programação da manutenção, do
check list de operações do manual do equipamento e do histórico de manutenção.

12
– Auditoria em Fornecedores: Para que seja garantida
a qualidade do produto final e a conformidade com as leis sanitárias locais,
são pré-requisitos que sejam apresentados pelos fornecedores os laudos de
conformidade emitidos por laboratórios certificados conforme normas brasileiras
ANVISA que estipulam níveis aceitáveis de contaminantes. Para novos
fornecedores ou fornecedores com alta incidência de não conformidades, é
indicado a realização de uma auditoria com base nas boas práticas de fabricação
e ISO 9001:2008, para garantir rastreabilidade e a qualidade do produto. Para
melhor visualização do planejamento das auditorias, foi criado um cronograma de
atividades, conforme figura 5, que auxilia a distribuição do tempo e custos
envolvidos. Com um planejamento de auditorias externas se garante um melhor
relacionamento entre empresa e fornecedor já que os problemas identificados
serão discutidos e será dada uma solução que atende a ambas as partes.

Os índices de
avaliação dos fornecedores são baseados na porcentagem de conformidade dos
itens auditados segundo uma planilha de auditoria. Os índices de avaliação dos
fornecedores foram estipulados pelo grupo de trabalho e variam de: 0 a 59
– REPROVADO, 60 a 79 – ACEITÁVEL e de 80 a 100 – APROVADO.
Para os
fornecedores que obtiverem notas abaixo do considerado aprovado será realizado,
em conjunto com o auditor, um plano de ação para corrigir ou melhorar as não
conformidades encontradas.
13
– Plano de Ação de Auditoria de Fornecedores: No
plano de ação deve-se obter o número do item na planilha de auditoria, a ação
corretiva a ser realizada deve ser descrita de forma clara e objetiva, o
responsável pela realização e implantação da ação corretiva e a data a ser
finalizada. O plano de ação deve ser enviado pelo fornecedor com prazo
estabelecido pelo auditor, para que seja avaliada e posteriormente agendada uma
auditoria de retorno para conferir e evidenciar as devidas ações corretivas
propostas. Na figura 6, é apresentado um exemplo de plano de ação a ser
realizado por um dos fornecedores auditados de matéria-prima cuja nota foi
insuficiente para fornecimento.

METODOLOGIA E AVALIAÇÃO
A metodologia de
avaliação da eficácia da implantação dos pré-requisitos de fornecimento para
construção de um mapa de APPCC em um processo de injeção plástica foi
desenvolvido pelo grupo e está baseada nos seguintes índices: Tempo de parada da
linha do cliente, número de peças devolvidas, número de reclamações de clientes
e avaliação da capacidade do processo. A empresa optou por divulgar esses
indicadores para seus funcionários de forma que se sintam participantes e
responsáveis pelo resultado alcançado. Para o melhor entendimento do processo é
necessário definir alguns conceitos:
- Variáveis de Controle: O processo de injeção plástica envolve muitas
variáveis que devem ser identificadas e parametrizadas para que o processo seja
controlado. O equipamento utilizado nesse processo é uma injetora, que
fluidifica o material plástico granulado, colorido ou não e, pressiona essa
massa através de um molde que retém a geometria do produto
final. Após a solidificação desse material fundido, o molde se abre e as peças
caem um um receptor para serem acondicionadas. Essas variáveis dependem diretamente do tipo de mistura a
ser utilizada, entre a resina e o pigmento (máster). O grupo de estudo
identificou que as principais variáveis de controle que interferem no sistema
de fabricação de embalagens plásticas para o estudo do APPCC são:
-
Variáveis de processo: São variáveis que interferem diretamente
no processo e podem ser controladas tais como: Temperatura de injeção, pressão de injeção, velocidade de injeção,
tempo de injeção, posição da comutação para recalque, tempo de recalque, pressão
de recalque, curso total de dosagem, curso descompressão traseira, contrapressão,
tempo de fechamento do molde, tempo de abertura do molde, tempo de resfriamento,
tempo de dosagem, tempo de ciclo, temperatura e umidade do ambiente.
- Variáveis de equipamento: são variáveis isolando o processo deixam de interferir no
sistema, tais como: força máxima de fechamento, altura das colunas de fixação
dos moldes, distância entre colunas, tipo de misturador, capacidade de injeção.
-
Variáveis de Análise APPCC: São as
variáveis de contaminação que necessitam ser controladas quanto ao perigo que
podem causar ao produto final. Foram identificadas e mensuradas no mapa de
APPCC, através da avaliação das entradas e saídas de matéria-prima e insumos no
sistema produtivo.
- Pontos Críticos de Controle – PCC: Os pontos críticos de controle são partes do processo produtivo que
podem causar contaminação ao produto final. São considerados perigos potenciais
e devem ser identificados, eliminados ou monitorados por limites de controle
normativos. Dependendo do tipo de perigo que causam podem ser físicos (F),
químicos (Q), biológicos (B) e microbiológicos (M). A origem da contaminação é
estudada, medida e controlada em forma de monitoramento através de uma planilha
de controle (HACCP, Food Design, 2009)
-
Mapa Decisório: Para um melhor entendimento e decisão
foi criado um o mapa decisório que contém o caminho a ser tomado na análise de
todas as variáveis contaminantes que participam do processo, desde a entrada do
insumo até as etapas de fabricação que podem influenciar no resultado da
qualidade do produto final. As etapas do
estudo são planilhas numeradas seqüencialmente com a resposta definida pelo
grupo, através da consulta a árvore decisória – figura 7, onde estão
identificados os coeficientes de periculosidade e definidos os caminhos a serem
seguidos na tomada de decisão a fim de identificar
uma variável como sendo ou não PCC – Ponto Crítico de Controle.
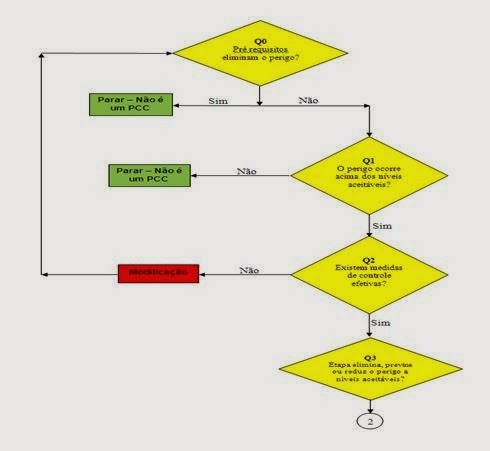

Figura 7. Árvore Decisória
-
Grau de Risco: Antes de iniciar a análise dos pontos
críticos de controle e definir se haverá a necessidade de monitoramento, foi
criada a tabela 1 que indica qual a combinação de eventos de Severidade X
Probabilidade X Risco que irão resultar em um Ponto Crítico de Controle –
PCC. Segundo a Food Design em 2009, os
eventos para análise dos PCC´s são definidos como:
-
Severidade: indica o grau de perigo de contaminação
-
Probabilidade: indica as chances da ocorrência do
perigo
-
Risco = Severidade X Probabilidade
Tabela 1. Análise dos Pontos Críticos de Controle
|
SEVERIDADE
|
PROBABILIDADE
|
RISCO
|
PERIGO
|
|
A
|
A
|
A
|
PCC
|
|
A
|
M
|
M
|
-
|
|
A
|
B
|
M
|
-
|
|
M
|
A
|
M
|
-
|
|
M
|
M
|
M
|
-
|
|
M
|
B
|
B
|
-
|
|
B
|
A
|
B
|
-
|
|
B
|
M
|
B
|
-
|
|
B
|
B
|
B
|
-
|
Índice das variáveis: A
– ALTA B – BAIXA M – MÉDIA
-
Planilha de estudo de APPCC: Identifica o produto e
seus insumos e matérias-primas, conforme figura 8. A planilha descreve os seguintes
dados: área de processo envolvida, data do início do estudo, data de emissão
dos controles, número da revisão, etapa do produto a ser avaliada chamada de “Item”,
item a ser avaliado: matéria-prima, insumo ou parte do processo, o tipo de perigo,
a severidade, a probabilidade da ocorrência, o risco envolvido para saúde
humana, motivo da contaminação, ação corretiva imediata, data e responsável
pela ação, o coeficiente de tomada de decisão e por fim, o número de
identificação do PCC.

Figura
8. Planilha de identificação dos pontos críticos de controle
-
Planilha de Monitoramento dos PCC´s: Criada para controle individual
dos PCC´s e monitorar as ações corretivas a serem implantadas, conforme figura
9. Na figura 9, são identificados: o tipo e etapa do fluxo do produto, o tipo
do perigo a ser monitorado, o atributo a ser registrado, o padrão a ser usado
(máximo, mínimo ou nominal), a freqüência da avaliação (por hora, por turno ou
diária), o método a ser aplicado na avaliação, a ação corretiva imediata, a
ação corretiva da causa raiz, responsável e a hora da realização do
monitoramento.

CONCLUSÃO
As embalagens
para produtos alimentícios possuem atualmente uma vida curta, exigindo baixos
custos produtivos e visando as expectativas de um consumidor cada vez mais
exigente. O treinamento efetivo da operação garantiu robustez no processo e
segurança do produto. Logo pode-se concluir que:
- O número de
reclamações recebidas de clientes caiu no primeiro ano em 76% e, no segundo ano
em relação ao ano anterior, mais 67%

- O número de
peças devolvidas em % produzida, devido a defeitos de fabricação caiu em 50% no
primeiro ano e, 94% no segundo ano.

-
O tempo de parada de linha do cliente devido a problemas com embalagens no
primeiro ano, caiu em 87% e, no segundo 92,5%.

- A capacidade
do processo de injeção atingiu índice acima de 1,33 e tornou-se um processo
capaz em seis sigma (Helman & Andery 1995)
Conclui-se que a
qualidade do produto foi aprimorada devido ao maior controle das variáveis que
agem no sistema, melhorando a capacidade do processo que resultou em maior
lucratividade para a empresa, devido à diminuição com fretes de devolução,
viagens de assistência técnica, retrabalhos, refugos, horas extras e
contratações temporárias.
Como o
mapeamento do APPCC é pré-requisito de fornecimento para muitas empresas do
ramo alimentício, com esses resultados obteve-se um ganho de mercado, ampliando
em 30% a participação da empresa em novos desenvolvimentos e, com isso houve um
aumento de investimentos em novos equipamentos expandindo seu parque industrial
em pelo menos 25% nesse último ano.
REFERÊNCIAS
ü ABNT
NBR ISO22000, Rio de Janeiro, 2006
ü APOSTILA
CURSO HACCP, Food Design, São Paulo, 2009
ü BERNARDES,
H.L., Chique é ser Saudável, HBL, São Paulo, 2003
ü BONATELLI,
C., Agencia do estado, www.economia.estadao.com.br;
“Consumo sustentável pressionará o setor de embalagens”; 07/10/10
ü BONISSONI,
F., Sistema de Análise de Perigo e Pontos Críticos de Controle (APPCC) para Produção
de Pescados, Universidade do Vale do Itajaí, Itajaí, 2005
ü HELMAN,
H., ANDERY, P.R.P., TQC Gestão pela Qualidade Total – Ferramentas da Qualidade
– Vol.11, Belo Horizonte, QFCO, 1995
ü INHESTA,
S., Agencia do estado, www.economia.estadao.com.br,
“Demanda por alimentos e bebida continuará Forte no ano, diz Fitch”, Agencia do
estado”; 05/01/2011
ü KIYATAKA,
P.H.M., SOARES, B.M.C., Alterações na legislação de embalagens poliméricas para
contato com alimentos, ANVISA, 2010
ü MAGNABOSCO,
A., Agencia do estado, www.economia.estadao.com.br;
“Vendas de embalagens volta a crescer em setembro”; 08/10/10
ü MANO,
E.B., MENDES, L.C., Introdução a Polímeros, Editora Edgard Blücher Ltda., São
Paulo, 1999
ü MANO,
E.B., Polímeros como Materiais de Engenharia, Editora Edgard Blücher Ltda.,
2000
ü MELLO,
D.R., Lista positiva de aditivos para materiais plásticos destinados à
elaboração de embalagens e equipamentos em contato com alimentos, ANVISA, 2008
ü NETO, G.V., Disposições Gerais para
embalagens e equipamentos plásticos em contato com alimentos, ANVISA, 1999
ü OAKLAND,
J.S., Gerenciamento da Qualidade Total – TQM, Nobel, 1994
ü OLIVEIRA,
O.J. .(ORG), CARVALHO, V.R, Gestão da Qualidade: Tópicos Avançados - Qualidade
de Vida no Trabalho, São Paulo, Cengage Lear Ning, 2004
ü OLIVEIRA,
O.J. .(ORG), PALMISANO, A., Gestão da Qualidade: Tópicos Avançados – Inovações
Tecnológicas e Qualidade: Considerações Éticas, São Paulo, Cengage Lear Ning,
2004
ü RASZL, S.M. & et al. HACCP:
Instrumento Essencial para a Inocuidade dos Alimentos. Buenos Aires, Argentina:
OPAS/INPAZ, 2001.
ü SCHONBERGER,
R.J., Técnicas Industriais Japonesas, Editora Pioneira, São Paulo, 1982
ü WERKEMA,
M.C.C., As Ferramentas da Qualidade no Gerenciamento de Processos, Belo
Horizonte, MG, Editora de Desenvolvimento Gerencial, 1995